CLM 4.0 - Closed Loop Manufacturing 4.0
The Digital Twin offers various advantages to machine tool manufacturers and end users through a permanent data exchange between the real machine tool and its virtual representation. By using physically motivated simulation models and machine learning approaches, dynamic instabilities can be detected, the vibration behavior of the machine components identified, and machining processes optimized during runtime.
Motivation and Goal
The economic use of machine tools depends to a large extent on the material removal rate and on downtimes due to set-up and maintenance measures. Therefore, manufacturing companies are trying to reduce the occupancy time and the number of necessary maintenance measures. These two requirements represent a conflict of objectives: The increase in feed rate and cutting depth reduces the production time, but at the same time it results in an increase in tool and machine wear. Process control and optimization must therefore ensure that stability limits of machining processes are maintained and maximum machine and tool loads are not exceeded.
In addition to decreasing tool and machine service life, production accuracy also decreases due to higher process forces and contouring errors. Furthermore, exceeding stability limits can lead to chatter marks on the surface to be machined.
The goal of the Canadian-German research project Closed Loop Manufacturing 4.0 is to avoid dynamic instabilities by using a virtual representation of the machining process and to optimize the feed rate with regard to machine load and form errors. In order to achieve this goal, it is essential to determine the position- and tool-dependent receptance of the machine tool structure. By using already available machine data and virtual sensors, the frequency response function (FRF) of the machine structure can be measured during machining. An experimental modal analysis with tap testing can thus be avoided. In addition, online modal analysis makes it possible to continuously update the FRF during the life cycle of the machine tool. The influence of the wear condition on the dynamic behavior is continuously determined and taken into account in the compensation of machining errors.
Approach
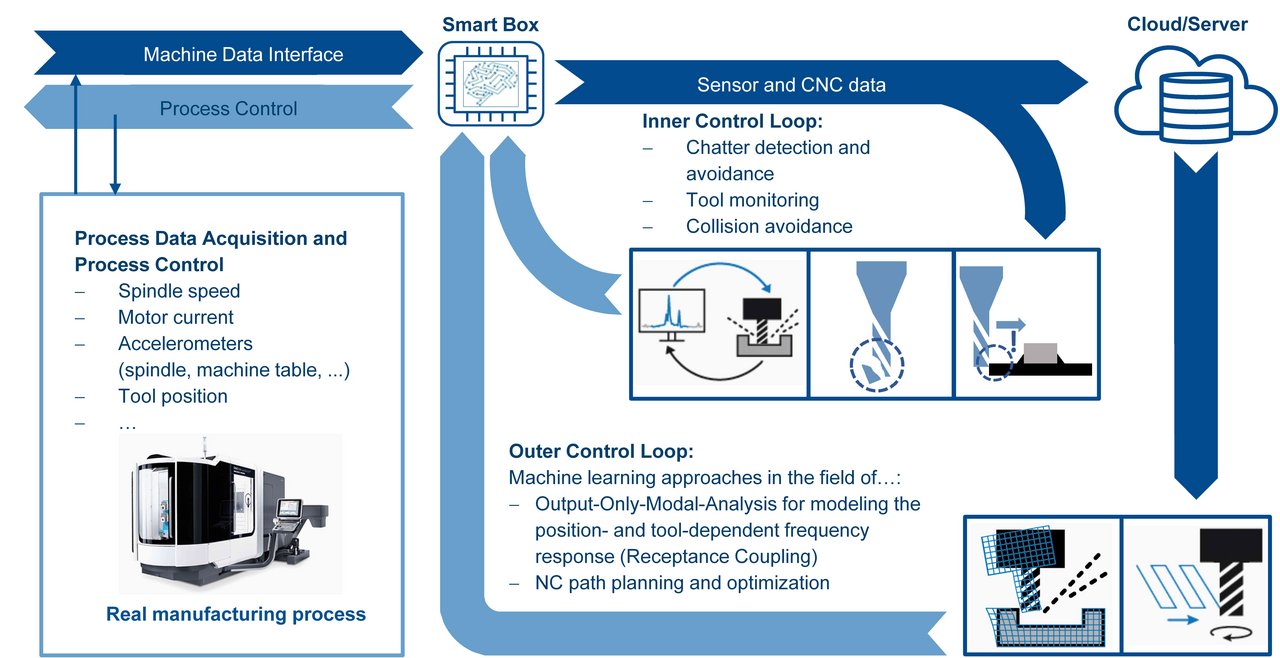
An edge computer (smart box) acquires machine data via network communication and executes a two-stage control loop (see figure above). The internal control loop performs the time-critical tasks of chatter detection and avoidance, collision monitoring and tool wear monitoring. In the outer control loop, NC-codes are optimized with regard to the position- and tool-dependent receptance (no dynamic instabilities, minor form errors, and low machining forces). As a result, the control loop does not only increase manufacturing accuracy but also enables a longer tool and machine life. The decisive challenge of this research project is to acquire high-frequency machine data without extensive additional sensors. In addition, it is necessary to enable process-parallel monitoring and control of the machining process through efficient identification and mathematical description of the system dynamics.
