Laserquellen unabhängige Parameter beim Feinschneiden von Silizium
Das Laserfeinschneiden gewinnt bei der Herstellung von Mikrosystemen eine immer wichtigere Rolle, da Strukturen in Chips schnell erstellt werden können, keine Einschränkung in der realisierbaren Formenvielfalt durch den möglichen Import von CAD Daten in den Laserscanner vorliegt und sensitive Schichten durch das Fehlen von nasschemischen Ätzprozessen nicht angegriffen werden. Auf dem Markt gibt es viele Lasersysteme, die alle einer Vielzahl an unterschiedlichen Parametern, wie bspw. Pulslänge, Pulsdauer oder auch Wellenlänge unterliegen. Laserparameter, die im Allgemeinen bei allen Systemen gelten und nicht von der verwendeten Strahlquelle abhängen, werden vernachlässigt. Insbesondere bei leistungsschwachen Systemen ist eine optimale Bearbeitungsstrategie wichtig.
Problemstellung
In der Mikrotechnik stellt das Laserschneiden von Silizium eine Verfahren dar, das sehr häufig, gerade bei geringen Stückzahlen, seinen Einsatz findet. Dabei stehen planbare, reproduzierbare und effiziente Laserschnitte mit kontrolliertem Materialabtrag, hoher Maßhaltigkeit im Mittelpunkt.
Stand der Technik und Kritik
Es existieren vielfältige Untersuchungen bezüglich der Parameter des Laserschneidens. Meist werden aber nur direkte Laserparameter betrachtet. So hängen etwa Wellenlänge und Pulsdauer direkt vom verwendeten System ab und können bei einer konkreten Anlage nur schwer variiert werden. Auch Parameter der Bearbeitungsumgebung, wie etwa eine Schutzgasatmosphäre können meist nicht schnell verändert werden.

Ansatz und Aufgabe
Ziel des Projekts ist es daher Laserparameter zu untersuchen, die unabhaängig vom verwendeten System sind. Dabei handelt es sich um Bearbeitungsparameter die an der jeweiligen Laseranlage eingestellt werden können. Zu untersuchen sind die Parameter Fokuslage, Puls- und Spurüberlapp, sowie Wobbeln. Gesucht wird ein Zusammenhang zwischen den Parameterwerten und den Bearbeitungsergebnissen.

Vorgehensweise
Für ein fest vorgegebenes Laser-Setup (PLaser=2 W, fPuls=10 kHz, tPuls=15 ns) wird eine definierte Bearbeitungsaufgabe durchgeführt (Substrat: 300 μm dickes Silizium - Form: Kreis mit Ø=1600 μm als Durchkontaktierung). Die Abhängigkeit der Parameter auf das Ergebniss der Bearbeitung wird ausgewertet, um optimale (Zeit, Genauigkeit) Parameter zu identifizieren.

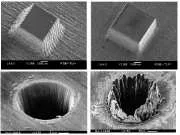
Variation der Fokuslage
Die Fokuslage definiert die Lage der Strahlkaustik bezüglich der Werkstückoberfläche. Je nach Lage des Fokus wird hierdurch die Energiedichte beeinflusst, die zum Materialaustrieb zur Verfügung steht. Da die Laserstrahleintritts und –austrittsdimensionen unterschiedlich stark von der Fokuslage abhängen, kann durch geeignete Parameterwahl die Konizität gezielt eingestellt werden.
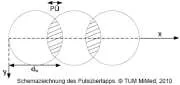
Pulsüberlapp
Zusammen mit der Verfahrgeschwindigkeit des Laserstrahls auf der Werkstückoberfläche und dem effektiven Bearbeitungsdurchmesser determiniert die Pulsfrequenz den Überlappungsgrad aufeinander folgender Pulse. Je größer der Überlapp ist, desto höher ist die Materialabtragsrate pro Überfahrung.
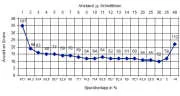
Einfluss des Spurüberlapp
Durch den bei der Bearbeitung entstehenden Dampfdruck wird das abladierte Material entlang der Bearbeitungsfuge heraustransportiert und schwächt den einfallenden Laserstrahl in seiner Intensität ab. Durch Verbreiterung der Bearbeitungsfuge mit mehreren Schnittlinien wird dem entgegengewirkt. Der entstehende Überlappungsbereich zweier Schnittlinien wird als Spurüberlapp bezeichnet.

Einfluss des Wobbelns
Beim Wobbeln werden die Fläche des Energieeintrages und somit auch die Bearbeitungsfuge vergrößert. Dabei sind von entscheidender Bedeutung der Wobbelradius und die Wobbelfrequenz. Ein größerer Wobbelradius verbreitert die Bearbeitungsfuge und lässt abladiertes Material leichter entweichen. Eine größere Wobbelfrequenz bedeutet eine schnellere Eigenrotation, so dass mehr Pulse an fast gleicher Stelle im Werkstück entstehen.
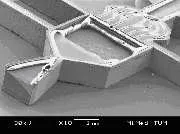
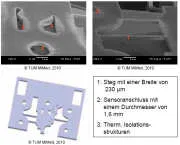
Anwendung des optimalen Setups
Durch den Einsatz der Laserablation aus dem Rapid Prototyping werden durch die Wahl der optimalen Schnittparameter Strukturen von unter 100 µm erreicht. Beispielsapplikation hierzu ist die Erstellung von Mikrotriebwerken, die neben thermischen Isolationsstrukturen auch die Anschlüsse für die Kontaktierung aus der Mikro- in die Makrowelt enthalten.
Ansprechpartner: Dr. F. Irlinger
Publications
Kagerer,Markus; Behlert, Regine; Irlinger, Franz; Lueth, Tim C. (2011): New Approach in MEMS Integration with UV Laser Micro-Cutting. 11th Int. Conf. of the European Society for Precision Engineering & Nanotechnology, Comer See, Italy, 23.05.2011 - 27.05.2011, pp. 140 - 143.
Markus Kagerer (2011): Rapid Prototyping von Mikrotriebwerken mittels Laserablation. Kooperationsforum "Systemintegration in der Mikrosystemtechnik", München, 10.05.2011.
Kagerer, Markus; Irlinger, Franz; Lueth, Tim C. (2011): Laser Source Independent Basic Parameters in Micro-Cutting. ASME / IEEE Int. Conf. on Advanced Intelligent Mechatronics (AIM), Budapest, Hungary, 03.07.-07.07.2011, pp. 391 - 396.
Kagerer,Markus; Behlert, Regine; Irlinger, Franz; Lueth, Tim C. (2011): Laser-Mikroschneiden von schrägen Durchkontaktierungen. Mikrosystemtechnik Kongress, Darmstadt, 10.10.2011-12.10.2011, pp. 539 - 542.
Markus Kagerer, Regine Behlert, Franz Irlinger, Tim C. Lüth (2011): Laser-Mikroschneiden von Durchkontaktierungen unter frei definierbaren Winkeln. 3. Landshuter Symposium Mikrosystemtechnik, Landshut, 13.03-14.03 2012, pp. 67 - 74.
Markus Kagerer; Franz Irlinger; Tim C. Lueth (2012): Laser Source Independent Basic Parameters – Focus Position, Pulse Overlap, Track Overlap – in Laser Micro Milling Using as Rapid Manufacturing Process. ASME / IEEE Int. Conf. on Advanced Intelligent Mechatronics (AIM), KaoHsiung, Taiwan, 11.07 - 14.07.2012, pp. 135-140.