Load-Carrying Capacity
A large part of the research topics deals with loadcarrying capacity of the components cylindrical, bevel, hypoid and worm gears, as well as multidisc clutches, synchronizers and rolling element bearings.
The results of many research projects at FZG are gained from theoretical and experimental investigations carried out simultaneously. These validated methods are often programmed as application software and thereby comfortably accessible for practical application. For the development of a method, simulation models for the load case considered are usually developed and validated by extensive tests with samples. Therefore, the samples are thoroughly documented before and after the tests and often also during the tests. For the experimental studies – i.e., thus for the construction, operation and maintenance of the test rigs, the documentation of samples and performance of tests – the necessary infrastructure is available at FZG.
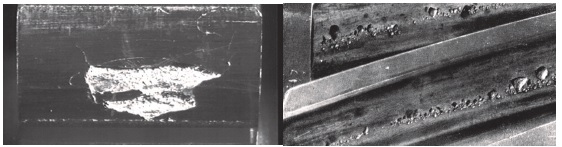
For gears, fatigue lifetime is often limited by pitting damages. This term refers to near-surface fatigue of rolling/sliding contacts – such as the gear flank – which is mainly influenced by material, heat treatment and lubricant in addition to contact pressure and operating conditions.
In addition to the SN-curves (Wöhler-curves), the lubricant’s influence is examined during the FZG pitting test.
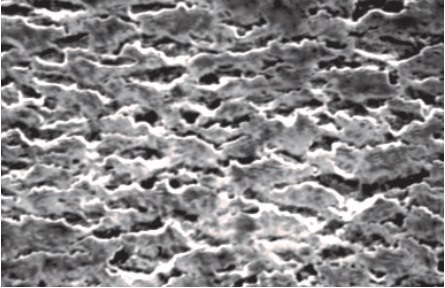
On the flanks of hardened gears, micropitting – areas with the smallest cracks and pores that give the tooth flank a grey appearance – can occur under unfavourable lubrication conditions. A specially developed FZG micropitting test method makes it possible to specify the influences of lubricating oils and additives. Inadequate lubrication film thickness is the main cause of high wear at low circumferential speeds under 0.2 m/s. Particularly at risk are gears of the slowrunning stage in multi-stage gearboxes or gear stages which have to operate with low viscosity lubricants
Inadequate lubrication film thickness is the main cause of high wear at low circumferential speeds under 0.2 m/s. Particularly at risk are gears of the slowrunning stage in multi-stage gearboxes or gear stages which have to operate with low viscosity lubricants

scuffing. Therefore, a method for testing and classification of industrial gear oils was developed and standardised as the FZG-scuffingtest in DIN ISO 14635, CEC and ASTM. For the examination of scuffing load-carrying capacity of automotive gearbox oils of the API classes GL4 and GL5, further test procedures were developed.
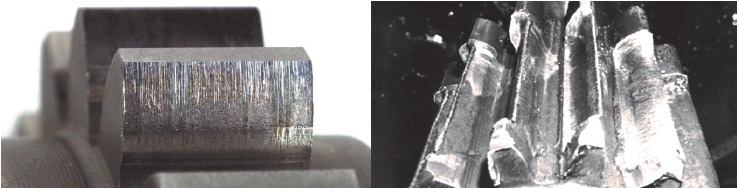
Tooth root breakage describes the progressive crack formation caused by an overload of strength value at the critical tooth root cross section. The tooth root load-carrying capacity is examined in pulsator tests and running tests on FZG back-to-back gear test rigs. The results are represented in SN-curves (Wöhler curves). To demonstrate the transferability of the pulsator tests to a gearbox, running tests are carried out with the same gears.
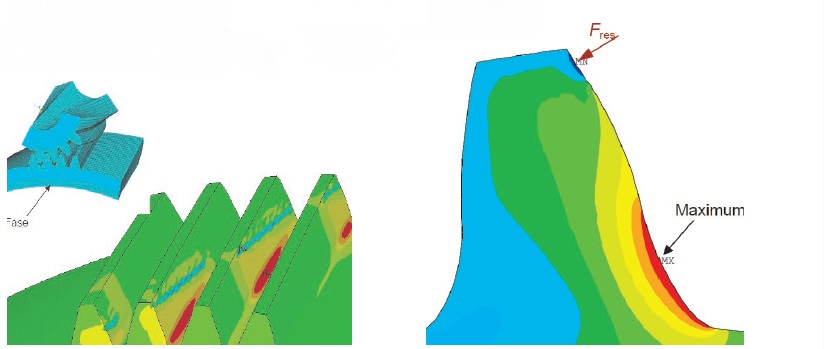
Fundamental investigations of the influence of various parameters on the stresses occurring at the tooth root of internal and external gearings, and their effect on the tooth root load-carrying capacity, are carried out with static load test rigs by means of DMS measurement chains.
The load condition and distribution of stress and pressure are examined using closed analytical methods as well as the finite element method.
Tooth flank fracture is a fatigue damage of the surface hardened tooth flank due to the contact load. The crack origin is located under the surface, approximately in the middle of the tooth height of the active tooth flank, from where it proceeds to the root fillet of the rear flank.
Results of comprehensive theoretical and experimental investigations of tooth flank fracture form the basis of extended calculation models.