Analyse und Modellierung der Prozesskette zur Herstellung von Bohr- und Gewindewerkzeugen aus pulver-metallurgisch erzeugtem Schnellarbeitsstahl
Projekt 3 - DFG GEPRIS 558600925
Projektbeschreibung
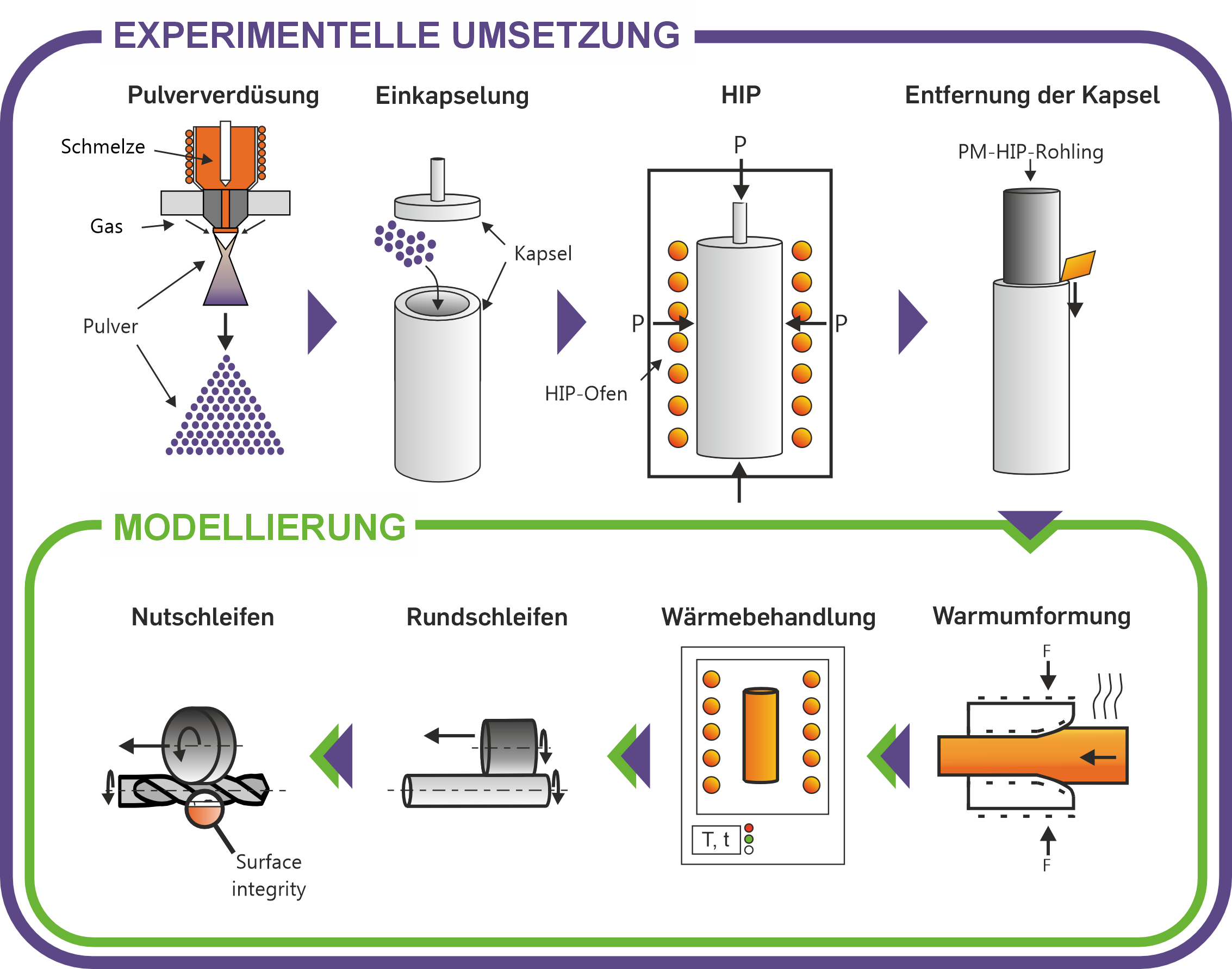
Die Qualität und Leistungsfähigkeit von Zerspanungswerkzeugen wird neben den Schneidstoffeigenschaften sowie der Makro- und Mikrogestalt der Schneidelemente auch durch die Oberflächen- und Randzoneneigenschaften des Substrates bestimmt. Bei Werkzeugen aus pulvermetallurgisch erzeugtem Schnellarbeitsstahl (PM-HSS), z.B. Gewindebohrwerkzeugen, umfasst dies insbesondere die mikrostrukturell bedingten Eigenschaften. Verbesserungen der Zerspanungswerkzeuge sind nur zu erzielen, indem die gesamte Prozesskette und die Wechselwirkungen aller Fertigungsschritte - Substratherstellung, Wärmebehandlung und schleiftechnologische Gestalterzeugung - in die Optimierung einbezogen werden. Der Schleifprozess definiert die Gestalt, Form- und Maßgenauigkeit des Werkzeuges und der Schneidelemente, sowie die Oberflächenbeschaffenheit. Zum anderen werden durch das thermomechanische Lastkollektiv im Schleifprozess auch die Randzonenbeschaffenheit und die Mikrostruktur in Wechselwirkung mit der vorangegangenen Wärmebehandlung bestimmt. Für die Gesamtbetrachtung der Werkzeugherstellung muss ein grundlegendes Verständnis zur Entstehung und Veränderung der Randzonenbeschaffenheit in Abhängigkeit von den Formgebungsprozessen, der Wärmebehandlung und der schleiftechnologischen Endbearbeitung aufgebaut werden. Zur effizienten Auslegung der Werkzeugherstellung ist ein Werkstückmodell zu entwickeln, das die Veränderungen über die gesamte Prozesskette abbilden kann. Durch die Verknüpfung von Erkenntnissen aus den Schleifprozessen und entsprechenden Modellen zur thermomechanischen Belastung mit der Modellierung der Wärmebehandlung ist es das Ziel, die Werkstoffeigenschaften unter Berücksichtigung der gesamten Herstellungskette einzustellen, Schädigungen und kritische Werkstoffveränderungen der Werkzeuge in der Herstellungsroute zu vermeiden und so ihre Leistungsfähigkeit zu erhöhen. Als Demonstratoren für das geplante Forschungsvorhaben wurden Bohr- und Gewindebohrwerkzeuge aus PM-HSS ausgewählt.
Prozesskette
Kontakt
Lehrstuhl für Werkstofftechnik, Ruhr-Universität Bochum
Projektleitung:
Prof. Dr.-Ing. Sebastian Weber, weber(at)wtech.rub.de
Dr.-Ing. Santiago Benito, benito(at)wtech.rub.de
Projektbearbeiter: Stefan Müller, mueller(at)wtech.rub.de
Institut für Spanende Fertigung, Technische Universität Dortmund
Projektleitung:
Prof. Dr.-Ing. Prof. h.c. Dirk Biermann; dirk.biermann(at)tu-dortmund.de
Dr.-Ing. Monika Kipp; monika.kipp(at)tu-dortmund.de
Projektbearbeiter: Ulf Hensler; ulf.hensler(at)tu-dortmund.de