Durchsetzen

Das Fertigungsverfahren Durchsetzen erlaubt es, gewichts- und strukturoptimierte, endkonturnahe Bauteile unter Großserienbedingungen herzustellen. Da in den vergangenen Jahren vor allem auch die Anforderungen an die massenspezifische Festigkeit der Werkstoffe deutlich gestiegen sind, wurden die Auswirkungen höherfester Werkstoffe auf die Werkzeugstandmenge und Prozessstabilität genauer untersucht
Das Durchsetzen entspricht in seiner Werkzeugtechnik sowie Werkzeugkinematik und den dabei ablaufenden Prozessen im Werkstück weitestgehend einem Feinschneidprozess. Besonders die Materialstärke der Werkstücke und der hohe Glattschnittanteil erlauben den Analogieschluss zum Feinschneiden. Eingebrachte Spannungen im Bereich der Umformzone werden dabei nicht frei, da eine Materialtrennung vermieden wird. Die Durchsetzflächen entsprechen dem Glattschnittanteil einer Schnittfläche beim Schneidprozess. Die auftretenden Belastungen an den Werkzeugaktivelementen, die sich aus den Prozesskräften und dem Materialverhalten an den Kontaktflächen ergeben, haben bei konventionellen Blechwerkstoffen eine wirtschaftliche Fertigung zugelassen. Beim Einsatz moderner, hochfester Blechwerkstoffe brechen die Standzeiten der eingesetzten Werkzeuge dagegen stark ein, obwohl der Werkstoff die vorgeschriebenen mechanischen Eigenschaften aufweist.
Für Wesentlich wird hierbei insbesondere die deutlich höhere Kantenbelastung aufgrund der hohen Werkstofffestigkeit erachtet. Zur Lösung dieser Problemstellung ist eine Optimierung derjenigen Prozessparameter notwendig, welche die Prozesskraft beeinflussen und eine Rückzugskraft hervorrufen.
Ziel und Vorgehen
Ziel dieses Forschungsvorhabens war es, Prozessparameter und Einflussgrößen wie z.B. Werkstoffkennwerte für das Durchsetzen konventioneller und hochfester Blechwerkstoffe experimentell und simulationsgestützt zu ermitteln und gegebenenfalls den Prozess zu optimieren. Zur Erlangung einer tieferen Prozesskenntnis, der Prozessparameter sowie zur Bestimmung der prozessspezifischen Verfahrensgrenzen wurden systematische, wissenschaftlich fundierte, experimentelle und numerische Analysen durchgeführt. Die experimentellen Untersuchungen im Durchsetzprozess erfolgten zunächst auf Basis einfacher kreisförmiger Geometrien unter Einsatz von konventionellen Stahlblechwerkstoffen. Diese wurden als Grundlage für die Modellierung des Umformprozesses eingesetzt. Durch ein möglichst genaues Abbilden des Umformprozesses in der Simulation konnten Erkenntnisse über die auftretenden Beanspruchungen im Werkzeug erlangt werden. Auf der Grundlage der experimentellen und theoretischen Untersuchungsergebnisse war es möglich, die Grenzen des Durchsetzens aufzuzeigen.
Untersuchte Versuchsparameter
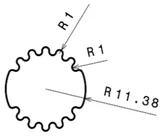
Um das Prozessverständnis zu erhöhen, wurden zu Projektbeginn rotatorischen Durchsetzungen mit den Durchmessern 15 mm und 30 mm untersucht. Bei den Verschleißuntersuchungen wurde eine Verzahnungsgeometrie verwendet, deren Durchsetzlinienlänge dem Umfang eines Kreises mit dem Durchmesser 30 mm entspricht.
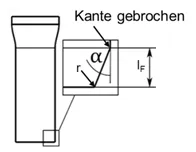
An der Stempeldurchsetzkante ist zum einen der Durchsetzkantenradius und zum anderen die Fasen-Radien-Kombination an der Stempelmantelfläche variiert worden. Darüber hinaus erfolgte eine Variation des Durchsetzspalts, der Durchsetztiefe und der Versuchswerkstoffe. Zum Einsatz kamen folgende Stähle: S355 MC, 22MnB5, C18, Domex 700, S700 HD.
Ergebnisse
Simulative Ergebnisse
Die Ergebnisse der Simulation zeigen, dass bei den untersuchten kleinen Durchsetzspalten Stempel und Durchsetzteil lokal stark belastet werden. Die Hauptbelastungen treten am Stempelradius auf. Mit zunehmendem Stempelradius und Durchsetzspalt sinkt die Belastung. Im Weiteren kann diese Belastung durch die Anbringung einer Fase mit entsprechender Ausrichtung entlang der Mantelfläche des Stempels reduziert werden. Mit zunehmender Länge und zunehmendem Winkel der Fase wird die Belastung weiter verringert, jedoch erfolgt dadurch eine Volumenreduktion des durchgesetzten Materials und die Höhe des Kanteneinzugs vergrößert sich. Durch die Wahl eines kleinen Fasenwinkels (kleiner 1°) und einer großen Fasenlänge, welche der Durchsetztiefe entspricht, besteht die Möglichkeit, nach der Rückfederung der elastischen Stempel- und Bauteilwerkstoffdeformation einen Stempelrückhub mit verminderten Rückzugskräfte zu ermöglichen. Dies beruht darauf, dass aufgrund der umlaufenden Entformungsschräge der Flächenkontakt Werkstück-Werkzeug während des Rückhubs deutlich reduziert wird. Bei entsprechender Wahl der Fasengeometrie können die Rückzugskräfte herabgesetzt und somit die Standmenge der Stempel erhöht werden.
Experimentelle Ergebnisse
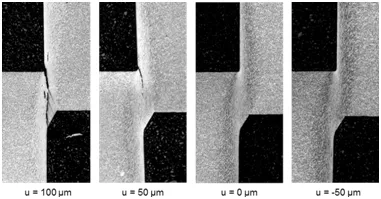
Eine Reduzierung des Durchsetzspaltes u ermöglicht eine Erhöhung der Durchsetztiefe da die Rissinitiierung hin zu höheren Stempeleindringtiefen verschoben wird. Die Werkstoffverfestigung aufgrund der Werkstoffumformung im Scherbereich und somit die Werkstoffaufhärtung steigt mit zunehmender Durchsetztiefe an, die Werkstoffaufhärtung ist jedoch unabhängig von der untersuchten Versuchsgeometrie. Eine Veränderung der Werkstoffverfestigung über die Versuchsdauer konnte nicht ermittelt werden. Eine Abschätzung der Durchsetzkraft kann anhand der Näherungsformel F = S * max = U * s * ks * Rm,max mit S = U * s und max = ks * Rm,max erfolgen. Bei Betrachtung der Kanteneinzüge eines verzahnten Bauteils wird ersichtlich, dass diese von der Wahl des Krümmungsradius der durchzusetzenden Geometrie wesentlich beeinflusst werden. Wird die Stempelmantelfläche im Bereich der Durchsetzkante mit einer Fasen-Radien-Kombination versehen, so ruft diese bei der verwendeten Versuchsgeometrie eine leichte Erhöhung der Bauteilwinkeligkeit hervor. Die Standmenge eines Durchsetzstempels wird erhöht, wenn dieser einen möglichst großen Durchsetzkantenradius aufweist.
Förderhinweis
Das IGF-Vorhaben (IGF-Nr. 17103N) der FOSTA Stahlforschung e.V. wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Weitere Informationen über das Forschungsprojekt Durchsetzen können dem Schlussbericht entnommen werden. Kontakt hierzu: info@utg.de