Modelling of sinter forging under consideration of uncertainty propagation
Project 9 - DFG GEPRIS 558606079
Project description
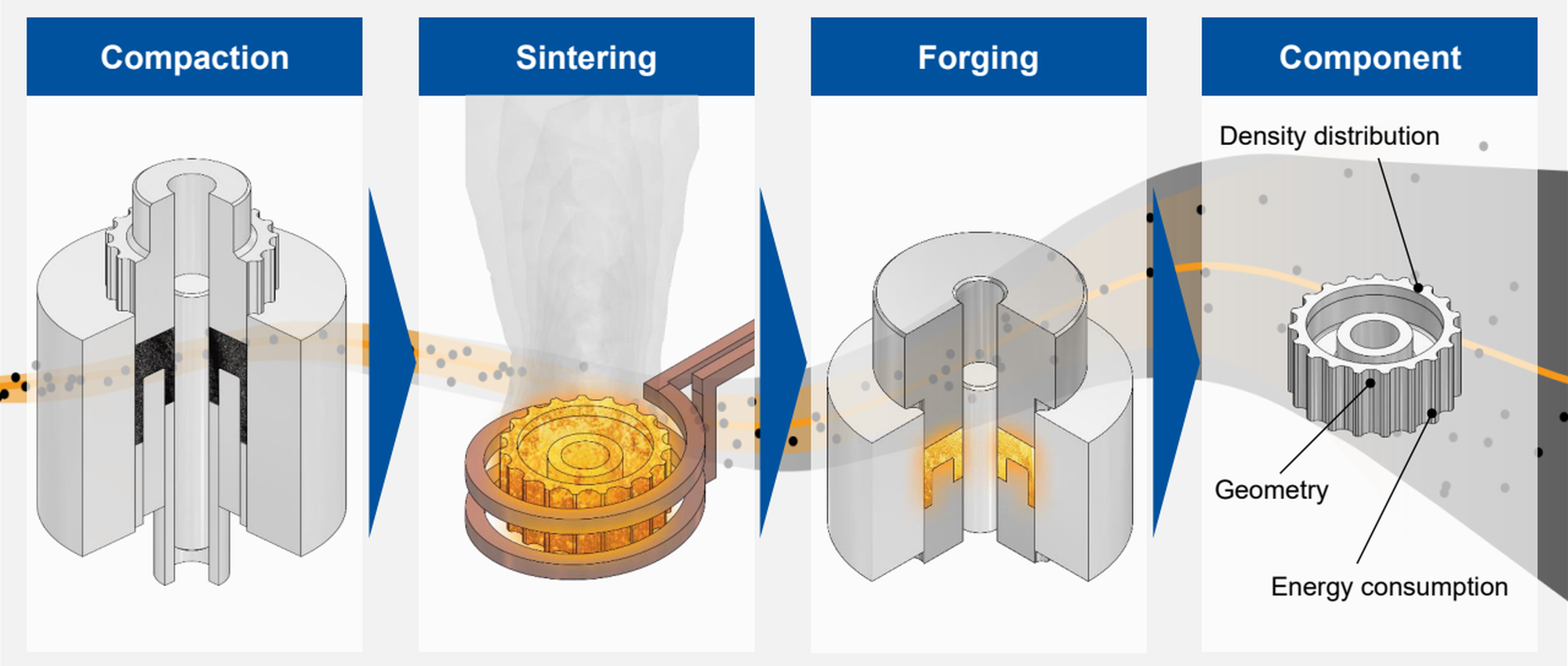
The powder pressing, sintering and sinter forging process chain enables the powder metallurgical production of complex components with outstanding microstructural properties and high material utilization and precision. The sub-processes are subject to stochastic fluctuations in the process parameters. In interlinked processes, these uncertainties are propagated. In particular, the stochastic nature of the powde base material leads to diverse interactions and fluctuations in the subsequent process steps. For example, density gradients formed during powder pressing can lead to distortions in the sintered or sinter-forged components. Existing modelling methods generally focus on an isolated process description without consideration of the interactions. The aim of the project is therefore the coupled modeling of the sinter forging process chain, taking into account the uncertainties that occur as well as their interaction and propagation. One of the focal points of the project is in-situ component monitoring for the continuous reconstruction of geometry and surface temperature in the sintering process in order to collect data for modeling uncertainty propagation and to predict core temperature and density distribution during the sintering process using soft sensors. As the sub-processes are difficult to measure, the uncertainty quantification is carried out using fast-calculating metamodels, which are trained using FE simulations. For a final analysis of uncertainty development, the developed models of the sub-processes are linked and the development of uncertainty along the process chain is quantified. Finally, validation is carried out using the experimental process chain. The developed models form the basis for an inverse optimization of the process chain, taking into account the propagation and interaction of uncertainty. In this way, the overall robustness can be increased or the energy input can be minimized by adjusting the process parameters.
Contact
Institute for Measurement and Automatic Control, Leibniz University Hannover
Project manager: Dr.-Ing. Lennart Hinz; lennart.hinz(at)imr.uni-hannover.de
Project team member: Johannes Stegmann, M.Sc.; johannes.stegmann(at)imr.uni-hannover.de
Institute of Forming Technology and Machines, Leibniz University Hannover
Project manager: Dr.-Ing. Johanna Uhe; uhe(at)ifum.uni-hannover.de
Project team member: t.b.d.